
Tin tức
 Trang chủ / Tin tức / Tin tức trong ngành / Các thông số kỹ thuật xử lý nhiệt và vật liệu điển hình cho vòng bi lăn chéo đơn hàng là gì?
Trang chủ / Tin tức / Tin tức trong ngành / Các thông số kỹ thuật xử lý nhiệt và vật liệu điển hình cho vòng bi lăn chéo đơn hàng là gì? Các thông số kỹ thuật xử lý nhiệt và vật liệu điển hình cho vòng bi lăn chéo đơn hàng là gì?
 2025.06.06
2025.06.06
 Tin tức trong ngành
Tin tức trong ngành
Các thông số kỹ thuật xử lý nhiệt và vật liệu điển hình cho Vòng bi lăn qua hàng đơn hàng được lựa chọn cẩn thận để đảm bảo khả năng chịu tải cao, khả năng chống mài mòn, tính toàn vẹn cấu trúc và độ bền trong điều kiện hoạt động đòi hỏi. Những vòng bi này thường được sử dụng trong các thiết bị như cần cẩu, máy xúc, tua -bin gió, robot công nghiệp và nền tảng quay, trong đó cả tải trọng trục và hướng tâm, cũng như các khoảnh khắc nghiêng, cần phải được cung cấp đồng thời. Do đó, việc lựa chọn vật liệu và quy trình xử lý nhiệt phải đáp ứng các yêu cầu về hiệu suất trong khi duy trì sự ổn định và sức mạnh mệt mỏi.
Vật liệu phổ biến nhất được sử dụng cho vòng đua của vòng bi lăn chéo một hàng là 42Crmo (AISI 4140 hoặc tương đương), một loại thép hợp kim thấp trung bình được biết đến với sức mạnh tuyệt vời, độ bền và độ cứng. Thép này cung cấp một sự kết hợp cân bằng của khả năng gia công trong điều kiện ủ và cường độ cơ học cao sau khi xử lý nhiệt. Trong một số ứng dụng có nhu cầu tải thấp hơn hoặc hạn chế chi phí, 50 triệu (DIN 1.1216) cũng có thể được sử dụng, mặc dù nó thường ít chống mài mòn và dễ bị mệt mỏi hơn.
Sau khi các đường đua được gia công theo hình dạng cần thiết của chúng, chúng trải qua độ cứng bề mặt bằng cách xử lý nhiệt cảm ứng, một quá trình làm nóng cục bộ và làm nguội nhanh chóng tạo ra một lớp cứng trên các bề mặt làm việc. Đối với 42crmo, mục tiêu là đạt được độ cứng bề mặt của HRC 55 Ném62, với độ sâu cứng thường dao động từ 3 mm đến 6 mm, tùy thuộc vào kích thước và thiết kế ổ trục. Cốt lõi của đường đua vẫn tương đối mềm hơn (khoảng HRC 30 Ném40), bảo tồn độ dẻo dai và khả năng chống nứt.
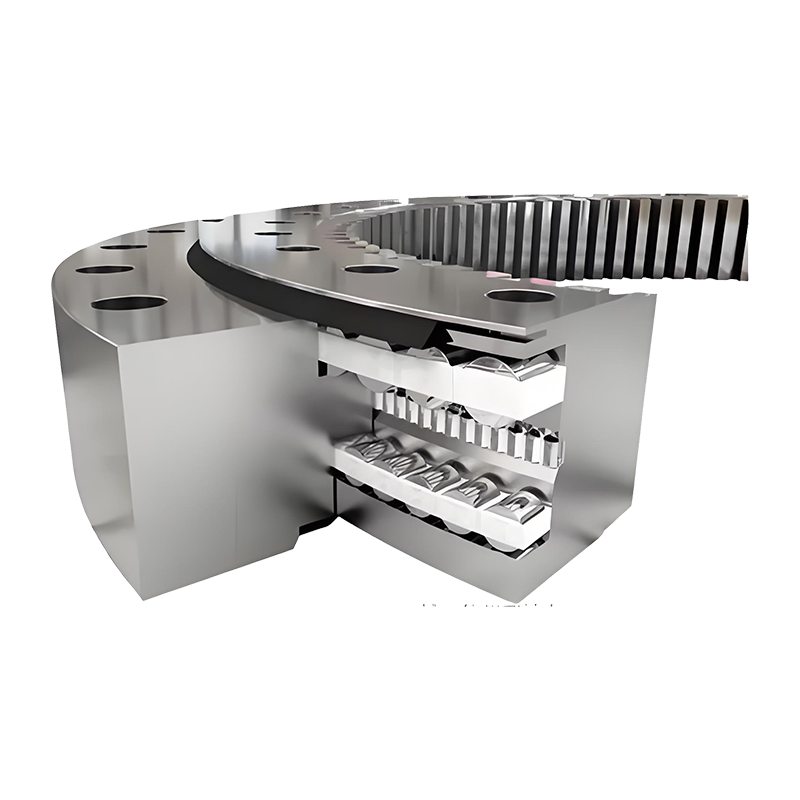
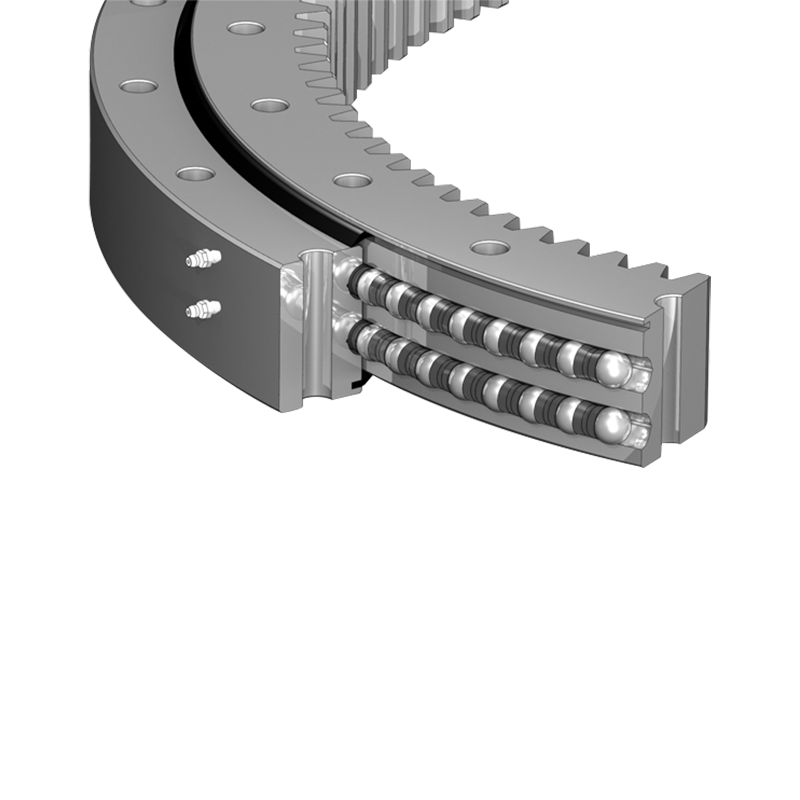
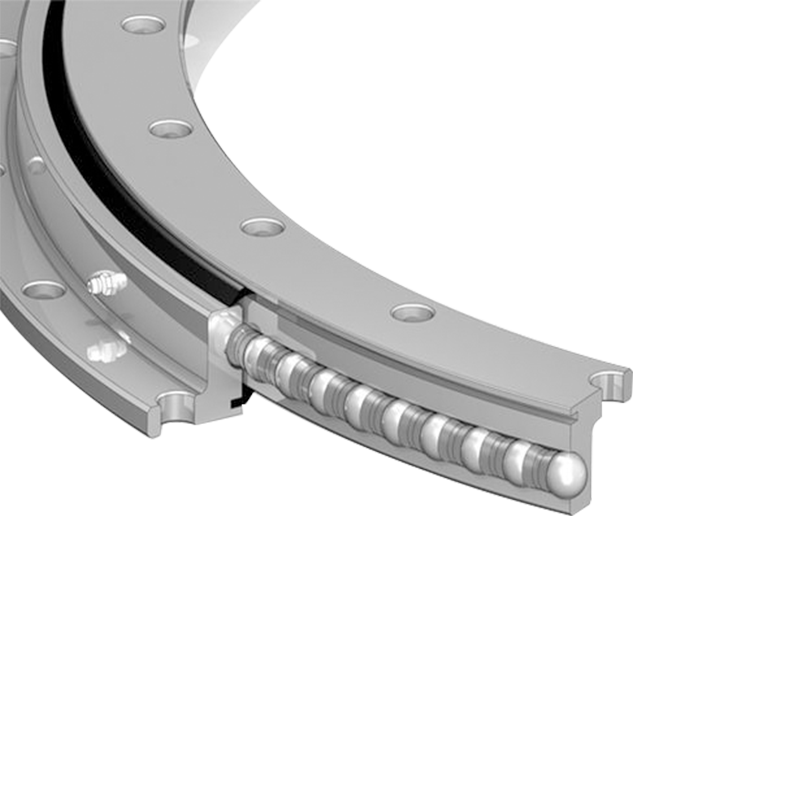
Ngoài các đường đua, các yếu tố lăn thường là các con lăn hình trụ trong một cấu hình chéo, còn được xử lý nhiệt cho độ cứng cao và tuổi thọ mỏi. Các con lăn này thường được làm từ thép Chrome cấp mang như GCR15 (AISI 52100 hoặc DIN 100CR6). Vật liệu này cung cấp độ cứng tuyệt vời, khả năng chống mài mòn và ổn định kích thước. Các con lăn được xử lý nhiệt thông qua quá trình làm nguội và ủ hoàn toàn, dẫn đến độ cứng của HRC 60 Ném66. Điều này đảm bảo điện trở lăn thấp và tuổi thọ mang kéo dài ngay cả khi tải cao và hoạt động liên tục.
Lồng đệm hoặc thiết bị tách, được sử dụng để duy trì khoảng cách con lăn đồng đều, thường được sản xuất từ nhựa kỹ thuật (như nylon hoặc pom), đồng thau hoặc thậm chí là thép nhẹ, tùy thuộc vào tốc độ hoạt động và điều kiện môi trường. Các thành phần này thường không được xử lý nhiệt nhưng được chọn để tương thích với bôi trơn và giãn nở nhiệt.
Các răng bánh răng nếu ổ trục bao gồm một vòng bánh răng bên ngoài hoặc bên trong cũng được làm cứng cảm ứng sau khi bị cắt. Độ cứng bề mặt răng đối với các phân đoạn bánh răng thường là khoảng HRC 50 5060, với độ sâu trường hợp khoảng 1,5 mm đến 3 mm, đảm bảo khả năng chống mài mòn và duy trì cấu hình răng khi tham gia nhiều lần.

Ngoài việc làm cứng, ủ được áp dụng sau khi xử lý nhiệt để giảm căng thẳng bên trong và giảm độ giòn. Điều này giúp ngăn ngừa nứt bề mặt và biến dạng trong quá trình hoạt động. Ngoài ra, ủ hoặc chuẩn hóa có thể được áp dụng cho khoảng trống vòng ổ trục trước khi gia công để đảm bảo cấu trúc vi mô thống nhất và cải thiện khả năng gia công.
Kháng ăn mòn là một sự cân nhắc khác, đặc biệt là trong các ứng dụng biển, ngoài khơi hoặc phòng sạch. Đối với các môi trường như vậy, các phương pháp xử lý bề mặt như lớp phủ oxit đen, lớp phủ phốt phát hoặc thậm chí mạ triệt để chống ăn mòn chuyên dụng có thể được áp dụng. Trong những trường hợp hiếm hoi, thép không gỉ (như AISI 440C) được sử dụng, nhưng điều này là không phổ biến do chi phí và khả năng chịu tải thấp hơn so với 42CRMO hoặc GCR15.
Các thông số kỹ thuật xử lý nhiệt và vật liệu điển hình cho vòng bi lăn chéo một hàng bao gồm:
Vật liệu đường đua: 42crmo (AISI 4140), cảm ứng bề mặt cứng đến HRC 55 Ném62, độ sâu cứng 3 Ném6 mm
Vật liệu con lăn: GCR15 (AISI 52100), thông qua HRC 60 Ném66
Răng bánh răng: cảm ứng cứng đến HRC 50 Ném60, độ sâu 1,5 Mạnh3 mm
Độ cứng cốt lõi (đường đua): HRC 30 Ném40 cho độ bền cấu trúc
Vật liệu lồng: nylon, đồng thau hoặc thép nhẹ, tùy thuộc vào điều kiện
Bảo vệ ăn mòn tùy chọn: oxit đen, lớp phủ phốt phát hoặc mạ theo yêu cầu
Những thông số kỹ thuật này rất cần thiết để đảm bảo rằng vòng bi xoay thực hiện đáng tin cậy dưới các tải trọng phức tạp và các khoảng thời gian dịch vụ mở rộng. Kiểm soát chất lượng sản xuất, bao gồm kiểm tra độ cứng, phân tích cấu trúc vi mô và kiểm tra kích thước, rất quan trọng để xác minh rằng các quy trình xử lý nhiệt đã đạt được các đặc tính mong muốn. Hãy cho tôi biết nếu bạn cần một phiên bản mở rộng cho tài liệu kỹ thuật, tóm tắt của nhà cung cấp hoặc nội dung trang web định hướng SEO.

Công ty TNHH Công nghệ Truyền tải Jiangsu Manchen vượt trội trong việc tạo ra vòng bi tùy chỉnh, đáng tin cậy và chính xác cho các ngành công nghiệp đa dạng, liên tục đổi mới để đáp ứng các tiêu chuẩn cao nhất và tìm kiếm các cơ hội hợp tác. Nhà cung cấp vòng bi xoay đáng tin cậy và ổn định ở Trung Quốc.
Liên kết nhanh
Liên kết sản phẩm
Liên hệ với chúng tôi
-
Address:Số 8, Đường Nanqiu, Thị trấn Huangtu, Thành phố Jiangyin , Trung Quốc
-
Tel:+86-13646122221
-
E-mail:
-
E-mail:ma@slewingbearingcn.com
